


干冰处理切割侧壁试验

干冰处理切割侧壁试验
发布时间:2022-08-30 所属分类:【DSjet技术】阅读:2713
试验使用的干冰产生设备,喷射速度范围为 0~160 mm/s,喷射压力范围为 0~0.6 MPa,喷射角度范围为 0~90。图 1 为本实验样品的侧面示意图,塑封体样品通过真空吸附固定不动,由于封装体的切割分离过程只对其侧壁表面喷附杂质,上表面基本不受影响,所以设定封装体侧壁表面为干冰作用面,干冰喷嘴与封装体呈一定角度按照给定速度和路径喷射干冰。实验用封装体塑封料的主要添加剂为二氧化硅, 质量分数为 80%,二氧化硅颗粒大小约为 25 m。整个封装体中,环氧树脂的厚度为 825 m。
样品印制电路板 PCB 中包含 8 层 Cu 布线,PCB 整体厚度为 0.32 mm,每层铜厚度为 0.02 mm。本实验所用的系统级封装体均采用相同的切割条件进行分离,保证干冰处理前封装体表面原始状态相同。
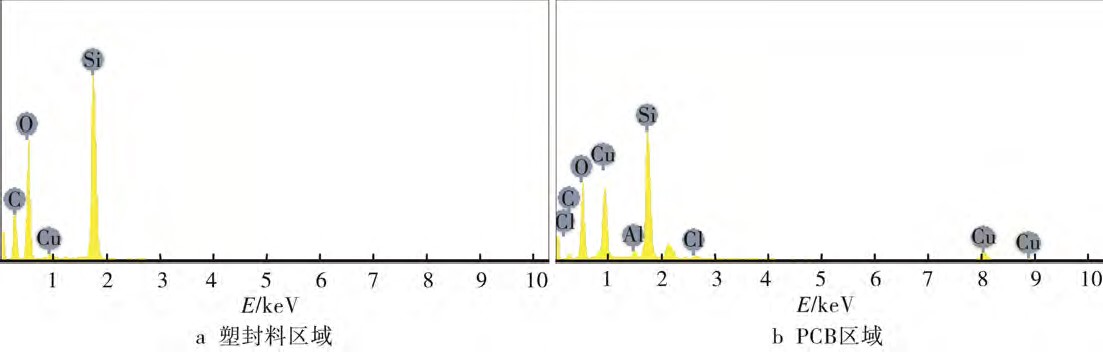
使用Keyence VR 2000 进行封装体表面粗糙度测量,同时使用 Horiba EMAX 进行 EDX 成分分析以探究杂质去除情况。
塑封环氧树脂、印刷电路板(PCB)铜层之间的填充材料都不含 Cu,但是在切割分离过程中会产生含 Cu 杂质粘附到切割侧壁表面,所以实验以 Cu 含量代表粘附到切割侧壁的杂质含量。封装体在切割时,PCB 的阻焊层会存在微小裂纹,阻焊层受到外力冲击后有沿微裂纹方向裂开破损的风险,因此本实验在研究干冰对封装体侧壁表面杂质去除能力的同时, 也要考虑对阻焊层的影响。阻焊层的破损程度与单位时间到达表面的干冰数量有关,影响干冰处理综合效果的关键参数有喷射角度、清洁速度和喷射压力。
为了探究干冰处理对杂质去除量和阻焊层破损影响的规律,并获得最优的处理效果,实验采用单一变量法验证:每组试验样本量为 5 件,分别对喷射压力、喷射角度和清洗速度进行分析。喷射压力主要影响作用到侧壁上的干冰的速度和数量,保证其余参数不变的情况下,改变喷射压力为 0.1、0.2、0.3、0.4、0.5 MPa,对相同初始状态的侧壁表面进行处理;干冰作用速度代表了干冰喷嘴单位时间移动的距离,主要影响单位时间内作用在切割侧壁干冰数量,将移动速度(10~100 mm/s)分 10 组;喷射角度会影响干冰作用侧壁冲击力的方向与大小,将喷射角度(10~ 90)分 9 组进行试验。对每组实验样品干冰处理后的表面杂质含量和粗糙度进行测量,并统计阻焊层破损的数量,通过 SEM 形貌分析各参数对表面处理的作用机理。



